
15516900317
微信同号,欢迎咨询
锻压工厂在选择好合适的锻压设备之后,往往对于模具的安装有很多疑问,其实不同的锻压设备模具安装有不同的安装方式。
模具的正确安装,不仅是获得合格锻件的保证条件之一,而且对模具寿命、设备精度、生产安全、流动效率等都是十分重要的。
压力机模锻时,锻模一般是装在模座里的,模座上设有导向部分,以保证锻模配合精度。安装模座时,应保证滑块导向和模座导向的一致性和协调性,以防止导向部分的偏向磨损。
生产过程中,应经常检查模座导向部分是否配合正常,并及时进行调整。锤上模锻时,依靠楔铁将上、下锻模的燕尾部分紧固在锤头和下模座上,其贴合平面起传递力的作用。在打紧楔铁的过程中,应同时用锤头带动上模轻击下模,才能使锻模易于紧固。
锤用模锻,为了安装。调整方便,一般均设有锁扣。这种锻模在安装时必须仔细调整键块,以保证锤头导向和锻模导向的一致性和协调性。
由于锻模长度的不一致,每套锻模燕尾与锤头及下模座燕尾槽的贴合面也就不一致(包括上、下接触面和侧面)。长期使用较短尺寸的锻模,会使锤头、下模座与锻模燕尾相贴合的面发生变形和凹陷。以致在安装较长的锻模时,贴合面处出现间隙,应及时对压力机锤头和下模座进行修理。并应选用材质较优的合金钢制造锤头和下模座,并经热处理或表面犟强化,使其硬度比锻模安装部分硬度要高一些。
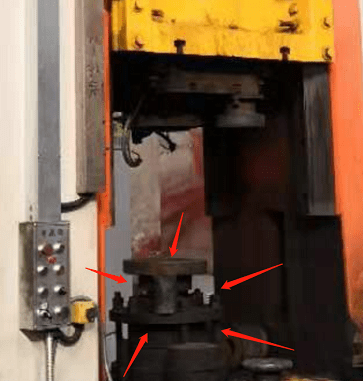
华隆锻压机上的模具指示图
一般来说,压力机模锻模具的稳固性要比锤上的好,但是做好充足的工作,加上平时的保养维护检查,模具的正确安装难度不大。

河南省 郑州市▪新密 开阳路南段60号
779364027
haloong@haloong.com
0371-60121717
 微信咨询 关注公众号
微信咨询 关注公众号 在线咨询
热线电话
微信咨询